")
")








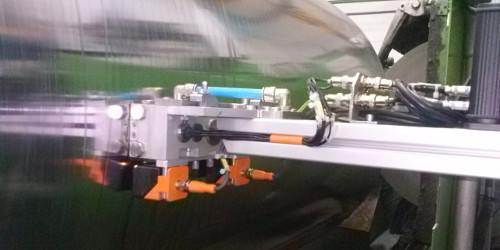

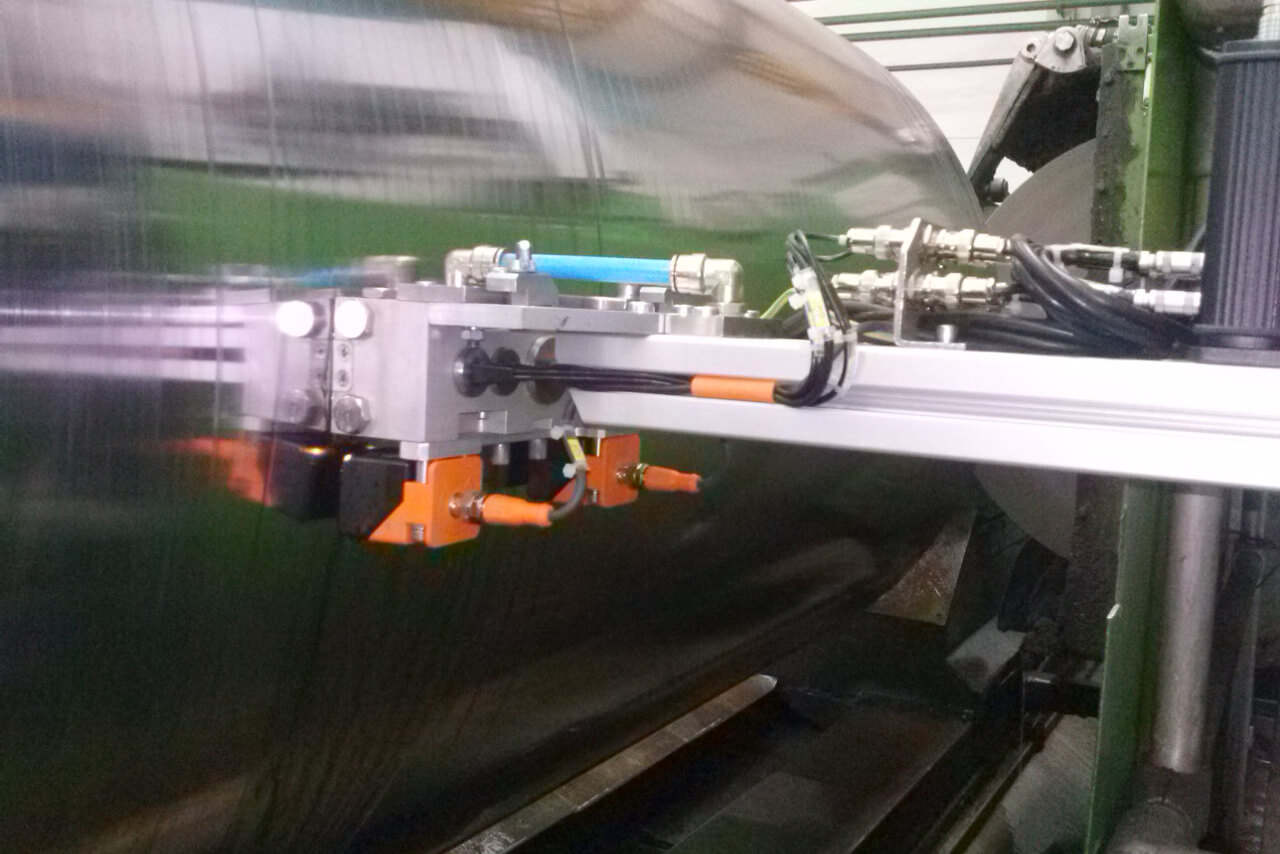
МНК ВАЛ 150-620 - стационарная установка, которая интегрируется на суппорт вальцешлифовального станка любого типа, независимо от его производителя.

Данное оборудование, в автоматическом режиме, с помощью ультразвукового и вихретокового методов проверяет наличие недопустимых наружных и внутренних дефектов бочки прокатного валка, таких как:
- шлаковые включения;
- поры;
- трещины;
- сколы;
- закаты;
- выкрошки;
- другие нарушения сплошности металла.
После проведения контроля выполняется автоматическое принятие решения о годности валка с сохранением всех результатов контроля в базе данных и формирование протокола контроля.
Особенности Модуля:
- Работа с реальным чертежом валка, а также online визуализация ультразвукового и вихретокового сканера в реальной системе координат шлифовального станка.
- Результаты контроля представляют собой объемное 3D отображение модели валка с пространственным расположением на нем выявленных дефектов.
- Наличие online сервиса удаленной технической помощи и программы технической поддержки.
- При контроле Модулем осуществляется:
- автоматическое разделение валка на зоны для контроля;
- автоматическая генерация AVG-диаграмм для каждой из зон, с учетом коэффициента затухания;
- определение, когда уровень донного эхо-сигнала опускается ниже уровня фиксации в каждой зоне.
Преимущества использования Модуля:
МНК ВАЛ 150-620 дает возможность удостовериться в качестве изготовленных валков и продлить срок службы бывших в эксплуатации, по результатам проверки оценив целесообразность проведения ремонта и масштабы необходимых ремонтных работ.
По результатам контроля отремонтированных прокатных валков принимается решение о продолжении их использования.
Интеграция установки на шлифовальный станок позволяет проводить контроль и выявлять дефекты непосредственно на этапе механической обработки или шлифовки. При использовании МНК ВАЛ 150-620 контроль становится технологическим этапом, который проходят как изготавливаемые, так и отремонтированные прокатные валки.
Основные технические характеристики:
|
Основные характеристики контролируемых объектов |
|
|
Тип объекта |
валки прокатные |
|
Зона контроля |
бочка валка |
|
Диаметр бочки валка |
от 380 до 513 мм |
|
Длина бочки валка |
от 500 до 2000 мм |
|
Основные технические характеристики Модуля |
|
|
Размещение оборудования |
суппорт шлифовального станка |
|
Схема сканирования |
по спиральной траектории, за счет вращения валка вокруг своей оси и линейного перемещения сканирующего устройства вдоль оси валка |
|
Методы контроля |
ультразвуковой / вихретоковый |
Типы применяемых ультразвуковых пьезоэлектрических преобразователей и вихретоковых датчиков
| Наименование | Частота ПЭП, [МГц] | Угол ввода ПЭП | Тип | Количество |
| ET | — | — | мультидифференциальный (вихретоковый) | 5 |
| UT-RT | 4 МГц | 0° | раздельно-совмещенный (ультразвуковой) |
2 |
| UT-0 | 2 МГц | 0° | совмещенный (ультразвуковой) |
1 |
| UT-40 | 2 МГц | 40° | совмещенный (ультразвуковой) |
2 |
Зоны контроля бочки валка, чувствительность контроля
| Метод контроля | Зона контроля | Тип выявляемых дефектов | Чувствительность контроля |
| ET | от 0 до 3 мм | поверхностные дефекты | трещины длиной 10 мм и более, глубиной 0,1 мм и более |
| UT-RT | от 2 мм до 200 мм | подповерхностные и внутренние дефекты | эквивалентный диаметр отражателя 2 мм |
| UT-0 | от 100 до D-5 мм | внутренние дефекты и «прозвучиваемость» валка | эквивалентный диаметр отражателя 3 мм* |
| UT-45 | от 15 до D/2+15 мм | внутренние дефекты, трещины выходящие на поверхность валка, сканирование в осевом направлении | эквивалентный диаметр отражателя 3 мм |
D – диаметр бочки валка.
Примечание:
*Чувствительность контроля (минимальный выявляемый дефект) зависит от коэффициента затухания в бочке валка.
| Способ контроля | щелевой-бесконтактный с установленным зазором |
| Скорость вращения поверхности бочки валка при контроле | не более 500 мм/с |
| Продольная скорость перемещения сканирующего устройства при контроле | 100 мм/мин |
| Расстояние между соседними измерениями вихретокового контроля по спиральной траектории | не более 1 мм |
| Расстояние между соседними прозвучками ультразвукового контроля по спиральной траектории | не более 5 мм (повторяемость результатов в приделах ± 2 дБ) |
| Контролируемая зона валка за один оборот | 5-6 мм |
| Мертвые зоны | не более 50 мм от торца с каждой стороны бочки валка |
| Объем контроля бочки валка без учета мертвых зон | 100 % |
| Время контроля бочки валка | не более 30 мин |



1.png)