")
")





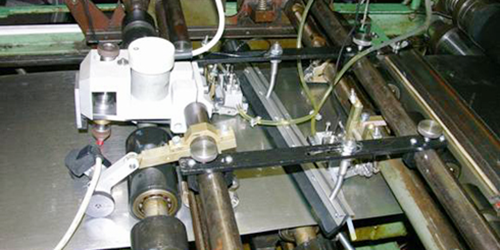
Разработанная система, обеспечивает следующие возможности: механизированный контроль ультразвуковым методом тонкой стальной ленты на наличие внутренних и поверхностных дефектов типа расслоений, закатов, включений и т.п.; механизированный контроль ленты ультразвуковым методом с применением пары специализированных наклонных ультразвуковых контактных преобразователей, возбуждающих в объекте контроля волны Лэмба; стабильное выявление дефектов, эквивалентных по своей отражающей способности контрольному отражателю типа сквозное сверление диаметром 1 мм.
Параметры ленты, наличие дефектов в которой контролируется:
- материал: нержавеющие марки стали 12Х18Н10Т и аналогичные;
- толщина: (от 0,15 до 0,60) мм и 1 мм;
- ширина: от 300 до 410 мм.

Основные технические характеристики установки:
- допускаемые неконтролируемые зоны («Мертвые зоны») до 12 мм от края ленты, для толщин до 0.6 мм и 25 мм для толщин свыше 0.6 мм;
- количество ультразвуковых каналов прозвучивания, не менее двух (возможность подключения до 8 каналов);
- линейная скорость протяжки ленты, не более 6 м/мин;
- номинальные частоты ультразвуковых колебаний (УЗК) – 1,25 МГц и 2,5 МГц.
Разработанная система, обеспечивает следующие возможности:
- механизированный контроль ультразвуковым методом тонкой стальной ленты на наличие внутренних и поверхностных дефектов типа расслоений, закатов, включений и т.п.
- механизированный контроль ленты ультразвуковым методом с применением пары специализированных наклонных ультразвуковых контактных преобразователей, возбуждающих в объекте контроля волны Лэмба.
- стабильное выявление дефектов, эквивалентных по своей отражающей способности контрольному отражателю типа сквозное сверление диаметром 1 мм.
Параметры ленты, наличие дефектов в которой контролируется:
- материал: нержавеющие марки стали 12Х18Н10Т и аналогичные;
- толщина: (от 0,15 до 0,60) мм и 1 мм;
- ширина: от 300 до 410 мм.
Основные технические характеристики установки:
- допускаемые неконтролируемые зоны («Мертвые зоны») до 12 мм от края ленты, для толщин до 0.6 мм и 25 мм для толщин свыше 0.6 мм;
- количество ультразвуковых каналов прозвучивания, не менее двух (возможность подключения до 8 каналов);
- линейная скорость протяжки ленты, не более 6 м/мин;
- номинальные частоты ультразвуковых колебаний (УЗК) – 1,25 МГц и 2,5 МГц.
Установка обеспечивает следующие сервисные функции:
- отображение информации в виде разверток А-скан и Б-скан.
- контроль качества акустического контакта;
- запись, хранение результатов и отображение (в виде дефектограммы) информации о процессе контроля;
- выдачу результатов контроля (протокола контроля) на электронном и бумажном носителе;
- выдачу звукового и светового сигнала о наличии дефектов;
- нанесение отметок краской на участки ленты, определяющие местоположение дефектов;

Система функцианирует в трех рабочих режимах:
- Режим «Калибровка» – предназначен для настройки механических узлов и установки браковочных уровней. В данном режиме оператор вручную управляет перемещением блоков ПЭП и ленты и производит настройку браковочного уровня контроля. Качество калибровки проверяется при ручном включении привода протяжки.
- Режим «Автоматический контроль» – основной режим работы. В случае обнаружения дефекта протяжка ленты останавливается. Оператор, перемещая вручную каретку с датчиками УЗК и наблюдая при этом А-скан, отмечает дефект. После этого каретка возвращается в исходное положение.
- Режим «Контроль» – автоматический контроль с ручным подтверждением дефектов. Контроль осуществляется при минимальном участии оператора. В данном режиме при срабатывании сигнализации о превышении уровня сигнала, установленного при калибровке браковочного уровня, привод протяжки ленты автоматически останавливается и оператор, вручную перемещая блоки ПЭП, наблюдает на экране дефектоскопа сигнал (в виде А-скана) от дефекта и проводит разбраковку (подтверждение или отклонение обнаруженного дефекта), после чего продолжается автоматический контроль.